- 上一篇:唐宋、明清斗拱結構介紹
- 下一篇:榫卯穿光影,斗拱承千年

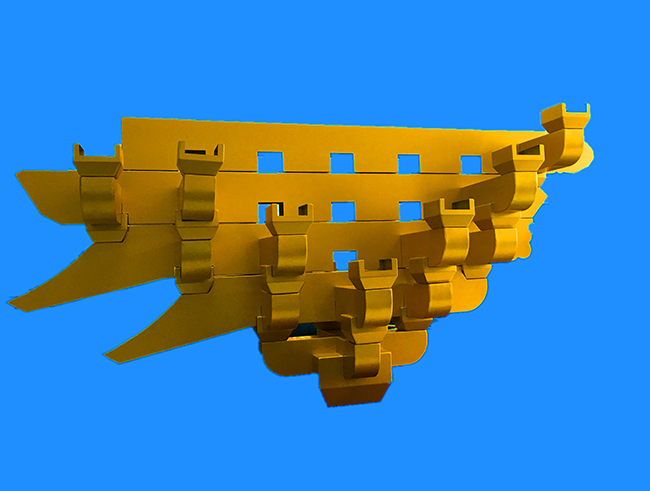
鋁合金斗拱及金屬椽子加工流程
1.采購光鋁板(根據加工產品尺寸購買鋁板規格)。
2.采用電腦激光線切割下料。
3.數碼控折彎機對斗拱每個構建 進行折彎。
4.氬弧焊接斗拱構件縫隙焊接。
5.每個構件縫隙焊接處進行打磨。
6.構件外表進行全部打磨。
7.采用稀料全部清洗,噴氟碳漆后進入高溫烘烤爐(200度左右高溫)4小時候出爐。
8.對每個構件采用塑料氣泡紙進行包裝,然后裝入木箱等待發貨。

一、技術標
1、主要材料
斗拱裝飾分項工程主材采用3mm厚鋁合金板制作成斗拱各個配件、表面噴刷防銹漆;輔材為膨脹螺栓等材料。
2、主要工藝
實樣開發制作各種斗拱模具,根據實樣及圖紙劃線、剪切、下料,多次沖壓成型后,用氬弧焊機和專用合金鋁焊絲,專業焊工焊接,表面粗磨,成型。合金鋁斗拱表面處理:表面化學制劑清洗,細磨,拋光,打磨成鋁鏡面。選用先進的合金鋁表面噴塑工藝,根據要求顏色,電腦配塑漆,烤房內噴塑漆兩遍處理,設定溫度烘烤一定時間,出成品。
安裝時必須將現場各攢斗拱先行進行組裝,在確保組裝完整的情況下,進行鉆孔,再逐個拆開進行安裝。先從角科安裝,拉通線后再進行逐排安裝。
二、鋁合金斗拱施工工藝
2.1首先確定斗栱安裝的位置,然后根據斗栱安裝的位置確定斗栱
各個組件的固定辦法和固定位置,在墻面需要固定斗栱的地方橫向拉線,并做標注,用來焊接角碼并且對正斗栱的安裝。在墻面需要固定角碼的位置焊接固定角碼,要求角碼上下誤差不超過5mm,左右誤差不超過5mm。
2.2按裝過程中,所有的斗栱組件按照從下往上,從里往外的順序安裝,每個靠墻的組件都用角碼固定在墻上,斗栱之間的組件內部打孔(在重疊或者隱蔽部位),然后用螺栓相互固定。
2.3每一列斗栱中的向外延伸的單個構件前端要拉線,每攢斗栱之間水平對齊,上下誤差不得超過5mm。
備注(寶泉寺鋁合金斗拱采用打孔螺栓固定)工藝流程
放樣、配料→構件制作→試安裝→現場安裝
1、放樣、配料:按設計要求,以幢號為單位,開列出各種構件所需材料的種類、數量、規格方面的料單,提供給材料部門進行采購或進行加工。根據圖紙,對斗拱各構件放足尺大樣。
2、構件制作
2.1按樣板在加工好的規格木料上畫線,鋸解斗拱各個分件。
2.2鋸鑿斗拱分件各部位的榫卯、卡腰、刻袖、卷瓣,頭尾按要求雕刻出花飾和刻線,昂嘴刮出凹度。
2.3試安裝:
2.4將制作好的斗拱分件按圖紙組裝起來,對各分件結合處進行修整至符合要求。
2.5對試安裝好的斗拱分組進行編號、綁扎。
2.6現場安裝
2.7在平板枋斗拱中心上栽好暗銷,安裝大斗。斗底十字線須與平板枋上十字線對正對齊。
2.8在大斗之間安裝墊拱板,然后在大斗上安裝正心瓜拱,并搭扣安裝頭翹。在拱、翹兩端分別用暗銷安裝槽升子、十八斗。
2.9安裝正心萬拱、槽升子、里外拽單材瓜拱、三才升。掛線安裝頭昂,上裝十八斗。
3.0向上逐層按山面壓檐面作法交圈安裝斗拱,各層相同構件應出進、高低一致。同時安裝正心枋、內外拽枋、斜斗板、蓋斗板、井口枋、挑檐枋、檁碗等各構件。
質量標準
1、保證項目
1.1制作斗拱用材料必須符合圖紙及施工規范要求。
1.2各式斗拱榫卯節點應符合傳統做法及設計要求。
1.3斗拱安裝時,各構件必須齊全,不得使用有殘和缺棱掉角等有缺陷的構件。
2、基本項目
2.1斗拱構件的制作外觀應表面平整,線條順直,棱角完整,基本無刨、錘印。
2.2斗拱榫卯節點應結合緊密,安裝牢固,銷子齊全,基本無翹曲、無縫隙和松動。
2.3斗拱的安裝外觀應構件齊全,層次清楚,棱角分明,斗拱配置基本均勻一致。
2.4允許偏差項目
Copyright 2019 山東光翔鋁合金斗拱廠家 All Rights Reserved. 技術支持:智順網絡